
关键词:金属制品 旋压加工 台达数控 台达伺服
1 引言
在金属加工工程领域,旋压是金属制品无屑成型加工的一种新技术。旋压加工利用金属的延展性,综合了锻压、挤压、拉伸、弯曲、环轧、横轧和滚压等工艺特点,实现少无切削加工的优质高效金属成型过程。强力旋压是本世纪五十年代以后迅速发展起来的。这种成型技术具有变形条件好、制品性能好、尺寸公差小、材料利用率高、制品范围广、可制程整体无缝空心回转体零件等优点。它已经在各先进工业国家的工业部门中显示出其先进性、实用性和经济性。旋压技术和设备成功地应用,不仅促进了航空、火箭、导弹和人造卫星等尖端技术地发展,而且在常规兵器、化工、冶金、机械制造、电子以及轻工民用等工业部门中,成为量大面广的金属加工技术装备和产品。旋压加工作为一项新技术与传统工艺方法并行地发展着,并且已形成近代金属压力加工地一个新领域。
2 数控旋压机设计
旋压成型加工的工艺设备是旋压机。利用旋压加工设备将厚壁金属筒形件,包括难熔金属、有色金属、不锈钢等经强力旋压成各种尺寸的薄壁管材或异形旋压加工成异形空心回转件的加工。旋压成形是将毛坯夹紧在模芯上,由旋压机带动模芯和毛坯一起以高速旋转。同时利用滚轮的压力和进给运动,使毛坯产生局部变形,最后获得轴对称零件。旋压模具简单,且为局部变形,可用功率和吨位较小的设备加工大型零件,多用于批量小而形状复杂的零件。旋压机原理是在工件高速旋转时,通过强大的外力对工件按一定路径进行挤压,通过滚轮对材料进行反复赶压,使其由点到线,由线到面最终导致工件热变形形成需要的外形。根据需要的挤压力不同,小型旋压机通过伺服电机带动螺杆产生压力即可,一些大型强力旋压机则需要通过液压的方式来挤压。
本例介绍的是钢管旋压机,主要是用于将管头的直径缩小,生产出的零件用于一些制冷行业。电气控制系统采用中达电通PUTNC-H4-2数控系统+两套台达伺服系统,数控旋压机图片参见图1,钢管旋压机的成型制品参见图2。

2.1 旋压机结构原理
主轴:带动工件旋转。小轮:XY 轴工作台带动小轮按一定路径对工件进行挤压。车刀:旋压完成后利用车刀对工件端面进行适当修整。送料机构:相关动作见下面动作介绍。
2.2 数控系统设计
逻辑动作由括号内的M码控制,上料和下料的动作顺序可参考后附的加工程序。
(1)送料进/退(M06/M07):将工件送到一个可以推料进夹头的位置,加工过程中送料架不能停在这个位置。
(2)吹气开/关(M08/M09):对工件吹气进行冷却。
(3)夹头夹紧/松开(M10/M11):夹持工件以便加工。
(4)推料进/退(M12/M13):由一个气缸将工件送入主轴夹头内。
(5)尾座紧/松(M14/M15):芯棒进到位后为防止加工过程中芯棒被挤出来尾座须夹紧。
(6)卸料进/退(M16/M17):将工件从夹头中顶出来。
(7)产料1进/退(M18/M19):产料1和产料2配合保证每次只上一个料。
(8)产料2进/退(M20/M21):产料1和产料2配合保证每次只上一个料。
(9)芯棒进/退(M79/M78):工件加工时对内孔尺寸有要求,而旋压在外表面进行不能保证内孔尺寸,所以加工时需要将芯棒放入工件内来保证内孔尺寸。
(10)旋压自动化:XY 轴工作台带动小轮按一定路径对工件进行挤压,不同的工件外形旋压路径不同。
2.3 自动化旋压工艺轨迹设计
(1)轨迹设计。第一种自动化旋压加工轨迹如图3所示。第二种自动化旋压加工轨迹如图4所示。采用第一种进给方式优点是编程简单,工件表面光洁度好,但是容易导致工件变粗或拉断,因此采用第二种进给方式。

图3 自动化旋压加工轨迹(1) 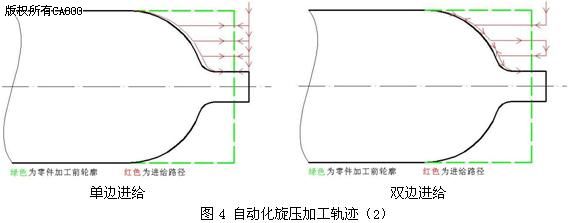
(2)轨迹计算.在不同工艺条件需设定不同的进给量,需要计算每段进给路径中的圆弧在XY方向的长度,计算过程根据图5计算如下。
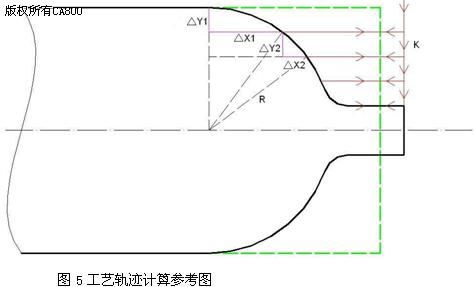
每段圆弧在Y方向长度ΔY1、ΔY2...ΔYn=K
第一段圆弧在X方向长度ΔX1=sqrt(R2-(R-K)2)
第二段圆弧在X方向长度ΔX2=sqrt(R2-(R-2K)2)- ΔX1
...
第n段圆弧在X方向长度ΔXn=sqrt(R2-(R-n*K)2)-ΔXn-1
3 系统操控界面设计
3.1自动画面
从面板按键上选择自动模式进入自动画面。自动画面下按上下翻页键可以调整G01进给倍率。 
自动画面下辅助功能键介绍:
程式暂停:按一下反白时程式暂停执行,再按一下反白消失程式继续执行。
循环一次:反白时程式循环执行一次加工一个工件就不再执行,不反白时程式启动后连续加工工件不停止。
计数清零:持续按住1秒加工计数会清零。
夹头:夹头加紧/松开
油泵:油泵开启/关闭
3.2 手动画面
从面板上选择手动模式进入手动画面。
手动画面下按上下左右按键可以控制XY两轴正负方向进给。
手动画面下按上下翻页键可以调整G01和手动进给倍率。 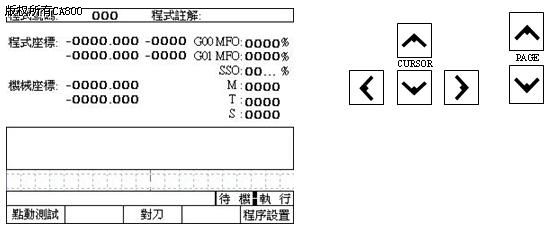
手动画面下辅助功能键介绍:
点动测试:按一下进入输出点测试画面。
对刀:按一下进入对刀画面。
程序设置:按一下进入程式选择画面。
3.3 输出点测试画面
通过上下翻页键可在两个测试画面间切换。 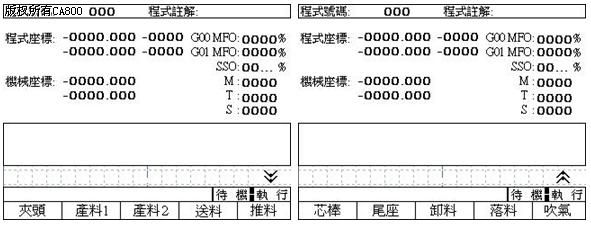
输出点测试画面下辅助功能键介绍:
夹头/产料1/产料2/送料/推料/芯棒/尾座/卸料/落料/吹气:各种输出测试,按一下开按一下闭。
3.4 对刀画面
通过上下翻页键可在两个对刀画面间切换。
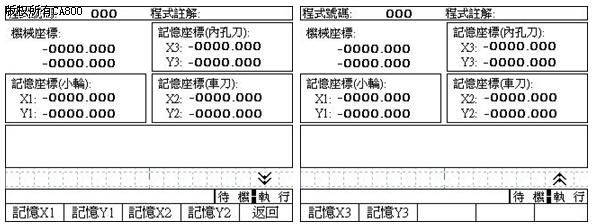
对刀画面下辅助功能键介绍:
记忆X1:记忆小轮机械坐标X并写入MCM参数#19。
记忆Y1:记忆小轮机械坐标Y并写入MCM参数#20。
记忆X2:记忆车刀1机械坐标X并写入MCM参数#23。
记忆Y2:记忆车刀1机械坐标Y并写入MCM参数#24。
记忆X3:记忆车刀2机械坐标X并写入MCM参数#27。
记忆Y3:记忆车刀2机械坐标Y并写入MCM参数#28。
返回:按下返回手动画面。
3.5 工艺选择画面
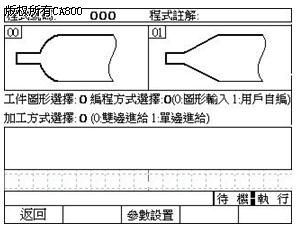
编程方式选择:输入0时,系统根据用户选择的图形执行相应的程式,用户不能自己选择程式;输入1时,用户可在程式选择画面下自己选择程式。
工件图形选择:选择与需要加工的工件外形相同的预先设置的图形,输出图形左上角的数字,程式号码会自动切换到相应程式。
加工方式选择:输入相应的数字选择单边或双边进刀的加工路径,程式号码会自动切换到相应程式。
程式选择画面下辅助功能键介绍:
返回:按下返回手动画面。
参数设置:按下进入参数设置画面。工件图形选择不同进入不同的参数设置画面。
3.6 零件参数设置画面
在此画面下输入零件的相关尺寸。
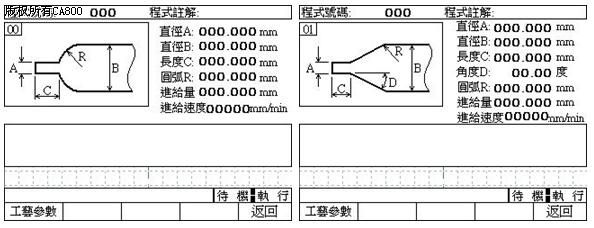
辅助功能键介绍:
工艺参数:按下进入工艺参数画面。
返回:按下返回程式选择画面。
3.7 工艺参数设置画面
通过上下翻页键可在三个工艺参数设置画面间切换。

4 结束语
国内自主产权生产精密旋压机床已有30多年的历史,设计、制造、生产的技术能力已有很大进步,许多技术指标已达到国际先进水平,并已形成出口能力。国内自行开发研制的各型精密旋压设备完全可以替代进口。外国旋压机造价昂贵,同等性能的旋压设备国外价格是国内的5-8倍。更有硬件、软件分开计费,软件使用费往往超过设备费用,即使不购软件,也要自己投入大量人力、物力二次开发。更换、修理零部件同样也受制于人。而国内设备交付时都将试制产品和设计软件一并交付,零部件的更换时间也有保证。基于中达电通PUTNC-H4-2数控系统与两套台达伺服系统集成技术平台的新型高性能数控旋压机的研发已经取得成功,是为国产自主产权数控机床产业振兴的贡献。
(转载)

