
随着制造业不断的发展,在板金加工的精度要求不断的提高下,板金加工中的折弯机也出现了手控折弯机和CNC折弯机。手控折弯机滑块重复精度为±0.002英寸,CNC折弯机的重复定位精度为±0.0004英寸。从精度而言,CNC折弯机的精度提高了50倍。在此主要介绍一下,Kinco伺服在CNC折弯机上的应用。
二、折弯机的外形如下

三、机械结构示意图
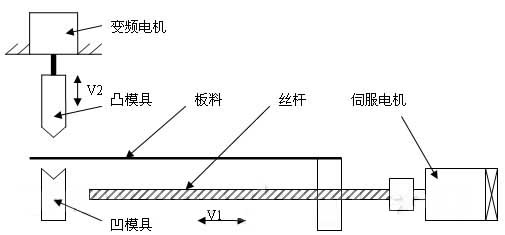
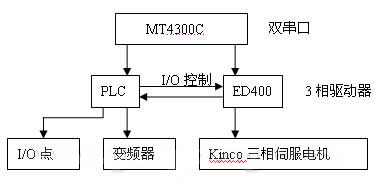
电气结构为MT4300C+三菱PLC+Kinco三相伺服
注:Kinco三相伺服是步进科技刚刚推出的伺服系列,其力矩可以保持在额定转速(3000rpm/2000rpm)之内不衰减,过载力矩为额定转矩的3倍。
主要功能:
1.自动执行所编制的程序组,每组程序最多可以对一张板料进行20步折弯。
2.可以存储100组程序。每组程序最多可设定20步,每步程序需要设定4个参数:
A:板料折弯位置(后档料X,相当于伺服的绝对位置)
B:凸模具下压位置(Y值,相当于凸模具下降的距离)
C:折弯次数
D:保压时间
每一步执行完后,触摸屏都要自动把下一步参数输入PLC和伺服。
四、控制原理图
五、实现过程:
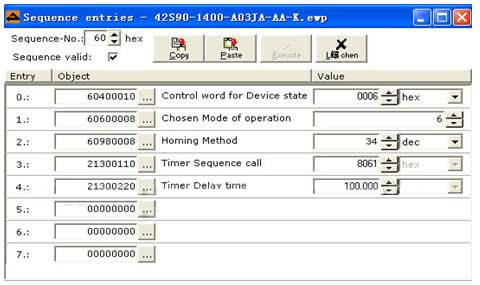
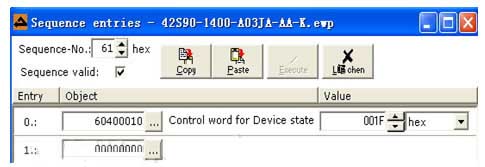
1.屏上电初始化,将初始参数写入伺服驱动器、PLC。(屏中的RW系列地址可以调电保持,该过程使用了MT4300C的配方卡掉电保存、宏指令和双串口功能)
2.通过选择要执行哪一组程序(假设第6组)然后选择进入自动模式(手动模式是一步一步的执行,在此就不详谈。自动模式是自动循环执行第6组中的每步程序)
3.进入到自动模式窗口的时候,将第6组第一步参数送入PLC、伺服,系统开始运行。
4.PLC记忆当前的步数。屏通过PLC步数的改变,不断的将每步的参数传输给PLC和伺服,实现循环自动控制的功能。
六、难点
此工程的难点不在PLC和伺服程序,而是触摸屏的程序编写。因为要保存许多的参数,如果用PLC来保存那将大大的增加了PLC的成本,同时在控制伺服的时候,因为采用了通讯的方式,PLC的编程量和难度就会大大的加大。所以原计划在PLC中实现的通讯、数据保存等功能都由屏来实现。
1.如设置一组程序中的20步数据(每步4个数据)。
举例:设置第6组,总步数5步(最大可以设置20步)。
设置数据就用一个画面来完成。画面如下:

上面所有的地址采用RWI来设定,通过“Prev”和“Next”两个位状态设定元件,用宏来改变LW9000的数值,来达到将每步的数据放入不同的地址。
有的人就会起异议说“为什么不用多状态设定元件来设置LW9000”,因为通过设定“步数”的多少,来确定LW9000的上限,下限。所以这里用了宏指令。
我觉得只是一个比较好的数值输入的方法,可以大大的减少画面的数量,而且可以快速的查看任何一组任何一步的数据。不但令画面精简,同时令操作简单。
另外在自动运行的时候,触摸屏根据PLC的步数来向伺服、PLC传输数据也是用了这种通过改变LW9000的数值的方法来传输数据。
2.除此之外还可以通过触摸屏读出伺服的编码器的数值,来做到非绝对值编码器的伺服,也可以实现掉电保持的功能。
实现方法:用屏中的定时器元件周期的将伺服的60630020(电机绝对位置,掉电后清零)的数据读到屏的RW地址,然后上电的时候通过屏的初始化宏程序来将“掉电前的数据×-1”写到伺服中的607C0020中,执行下面的程序。
步进科技针对一些特殊行业的应用专门开发了一款firmware V00000045,该版本firmware实现对采用增量式编码器的Kinco伺服电机的位置数据掉电保存的功能,可以更简单、更精确的实现伺服位置值的掉电保持功能。此功能在如纺织行业中的细纱机、粗纱机、整经机等设备中得到了很好的用途,同时可以大大降低为达到此功能的伺服成本(原有系统中使用了绝对式编码器伺服电机)和编程难度。
七、总结
随着工业要求的不断增加,CNC的数控技术也在不断的渗入各个加工领域。触摸屏以其方便,快捷的数据传输功能,也不断的在加工设备中出现,MT4000系列的双串口功能,基于C语言的宏编程功能,为折弯机这类需要多设备间通讯的设备,提供了方便。不但大大简化了编程难度和节约了成本,同时其65000色的LCD也使画面更加的生动、逼真。
Kinco伺服的内部位置闭环令整套控制系统的抗干扰能力有了很大的提高,更重要的是减小了重复定位误差,令设备的性能有了不小的提高。
(转载)

