
气体辅助射出成型的工作原理是通过“欠料注射法”将树脂注入模腔中,接着将气体注入熔化的树脂。由于低压高温度,气体能够沿阻力最小的路径进入铸件的各个部分。当气体穿过成型件时,它会将壁厚部分的树脂熔液均匀地推向铸件的其他部分。树脂填充完毕后,气体在模具内形成一个保压,弥补成型产品体积收缩。
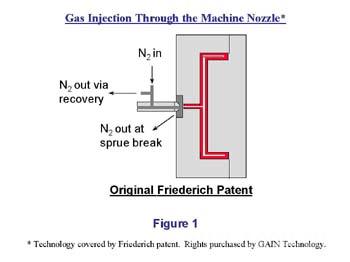
气体辅助注射成型的实现方法主要有两种。这两种方法的区别在于气体注入模腔的位置不同,一种是从喷口注入(见上图),另一种是直接注入树脂输送管或成型件。这两种方法的重要区别在于,前者要求所有输气管都以喷口为开始端。而采用后者,即直接将气体注入模具内时,只要能确保注入气体之前树脂的填充方式恰当,输气管的设计不受输气口位置的限制。
气体辅助注射成型工艺的优点
在设计者看来,这种成型工艺最显著的优点在于采用空心道和内腔使注塑件在更加坚固的同时重量并不增加,甚至还会减少。其他优点还包括:
- 刚度更高。
- 设计自由度更大。
- 减少模内压力和翘曲的发生。
- 减少/消除缩痕的产生。
- 注塑件整合可能性增加。
- 采用空心型材有利于充填。
- 与实心型材相比,生产周期缩短。
气体辅助注射成型工艺的缺点:
最大的问题是许多气体注射成型工艺都涉及专利权的问题,必须取得许可证才能使用。最好的办法是与技术提供者进行协商,以确定是否有必要取得使用许可证。其他缺点包括:
- 气体、气体控制系统以及可能需要的许可证增加了费用。
- 如果使用模内成型技术,模具成本增加。
- 设计模具时要考虑气体喷口的设计及位置。
- 在初期应用中会经历一条学习曲线。
 |
| Avery |
材料选择范围广
大多数热塑性材料都能应用气体辅助注射成型。例如聚丙烯、聚酰胺和PBT树脂等晶体材料是比较理想的材料,因为它们都具有精确的熔点、较低的粘稠度、气体容易穿透。要依据对产品性能的要求,诸如刚性、强度、特殊条件下的表现、耐化学腐蚀等来选择原材料。
设计中需考虑的问题
当设计的成型件符合下列参数中的一个或以上时,生产商和设计者应该考虑使用气体辅助射出成型:
- 成型件有许多内部结构可能导致缩痕。
- 成型件表面必须平整,模内压力较低。
- 成型件在形状上必须稳定。
- 成型件构造复杂且有较高的结构要求。
- 由于对性能的要求,不可避免地会用到厚的型材。
使用该工艺要求注塑件的设计中包括气体输送导管。这些导管会将气体和树脂导向容易产生缩痕的地方,或在填充时需要外力推动的地方,或会产生以上两种情况的地方。成型件特性设置应最利于树脂和气体填充,使用尽可能少的气孔,输气管管径也尽可能小。可以对模腔填充情况进行分析来预测填料流动状态,作为部件设计和工艺参数的一个功能。
气体辅助射出成型工艺范例:
- 汽车部件
- 车门把手
- 车门硬件模块
- 外后视镜外壳
- 外饰件
- 油门踏板臂
- 乘客扶手
- 玻璃刮水器臂
- 空气滤清器外壳
- 格栅
- 保险杠饰带
- 车门把手
- 家具
- 桌子
- 病床
- 椅子(扶手、底座、椅腿)
- 草坪和园艺用具
- 桌子
- 办公设备
- 复印机嵌版
- 键盘框
- 送纸滚筒
- 打印机/传真机嵌版
- 计算机边框
- 计算机服务器嵌版
- 打印机嵌版
- 复印机嵌版
- 娱乐设施
- 高尔夫球杆杆身
- 篮板
- 高尔夫车顶板
- 雪地机动车保险杆
- 高尔夫球杆杆身
- 其他
- 用具的把手
- 医疗分析仪器罩
- 淋浴房基座
- 电视机柜
- 洗衣机波轮
- 平板架
- 电动工具把手
- 马桶座
- 自动售货机罩
- 水冷机嵌板
- 用具的把手
随着越来越多的产品设计者、工程技术人员、工具商和模塑商开始熟悉气体辅助注射成型工艺,唯一的问题是如何创造性地运用这一工艺。正如一贯的做法,在一个新产品的开发过程中,每一位成员都应该在开发过程中尽可能早的阶段参加进来。这样,各方的意见和经验能够交汇,有助于大幅缩短新品开发的周期并降低成本。
Jack Avery在GE高新材料开发部工作了34年,于2004年退休。他是总部位于美国犹他州盐湖城的Avery Plastics Consulting公司的创立者和总裁(电子邮箱:)。
Jack Avery
Avery Plastics Consulting公司
(转载)

